
Pyramid E&C has experience of Basic Design, Detailed Engineering, Procurement and Construction management for carbon black plants of capacities in multiples of 40 TPD. Pyramid E&C can also engineer and supply process units, offsite and utilities required for Tread, Carcass and Specialty Black Plants.
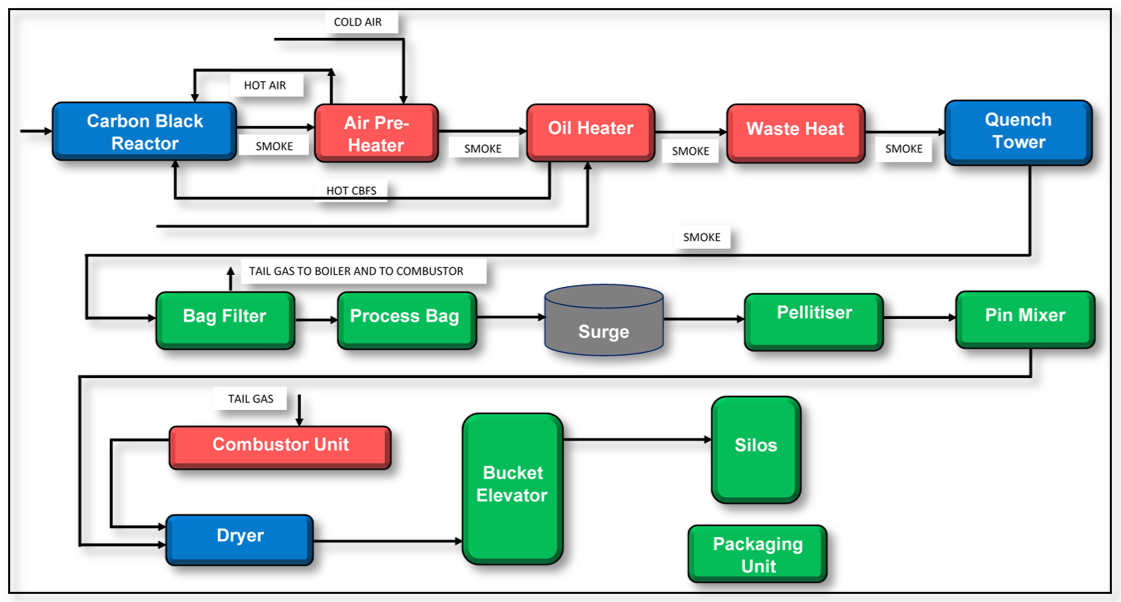
The basic process consists of atomizing the Carbon Black Feed Stock (CBFS) i.e. Fuel Oil of suitable properties, into the combustion zone of the reactor where the combustion of fuel instantly vaporizes the feedstock and decomposes into primary carbon black and hydrogen. The remaining feedstock reacts with excess oxygen in the primary combustion stream to maintain the reaction temperature for carbon formation.
The hot, heavy carbon black smoke from the reactors enters the air preheater where thermal energy is transferred to preheat the primary combustion air. The reaction products are quenched rapidly with water sprays in quench tower.
From the air preheater the lowering of temperature in a tower from which then enters the bag filter that separates the fluffy carbon black product from the off gases. Carbon black particles are deposited outside the bag-filter and hot process gases filters off for utilization as fuel for specially designed boiler system to generate high pressure steam and in a specially designed dryer combustor furnace to supply energy requirement in pelletizing and drying section. The quantum of high-pressure steam which is generated through burning of these off gases meet the plant requirement of steam and power.
The fluffy density carbon black is then conveyed to the wet pelletizers where water is added to transform the product into wet granules. Dry palletization in rotating drums is also practiced for certain applications. The wet pellets are then dried in a rotary dryer where finished product goes to storage silos.
Major equipment
Handling
All the raw materials and finished products are handled as per the standard practice in the closed systems. Finished product handling is in closed system. The finished product will be stored in silos.
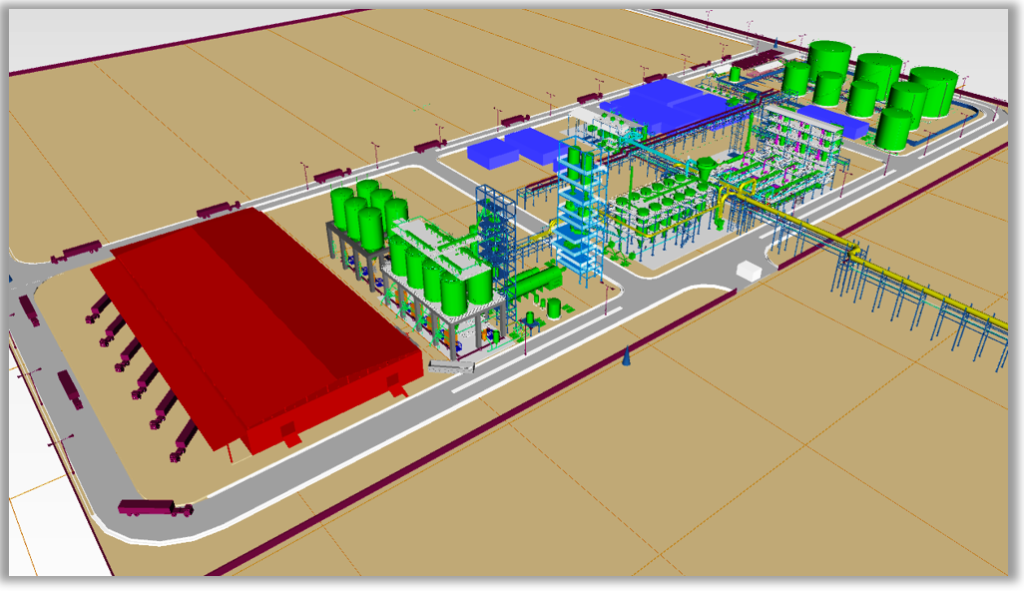
3D Model Snapshot
Storage
The unit has adequate storage facilities for all the raw materials and finished products. Carbon black feedstock received from refineries and molasses received from sugar industries are unloaded into isolated storage area in fixed roof tanks. Feedstock and Molasses are stored at an average temperature of 50°C through external steam heating. Additives are stored in raw materials godown. Steam generation is carried from waste heat in inline boilers and tail gas fired boilers. The excess steam will be utilized in captive power plant.
Completed Plant at BKT, Gujarat, India, Nov. 2019


